| Comparing 4 Types Of PD Pumps | |
The printed version of this article appeared as, "Selecting Positive Displacement Pumps: in Plant Engineering.
Selection of a positive displacement (PD) rotary pump is not always an easy choice. There are four common types of PD pumps available: internal gear, external gear, timed lobe, and vane. Most PD pumps can be adapted to handle a wide range of applications, but some types are better suited than others for a given set of circumstances.
The first consideration in any application is pumping conditions. Usually the need for a PD pump is already determined, such as a requirement for a given amount of flow regardless of differential pressure, viscosity too high for a centrifugal pump, need for high differential pressure, or other factors.
Inlet conditions, required flow rate, differential pressure, temperature, particle size in the liquid, abrasive characteristics, and corrosiveness of the liquid must be determined before a pump selection is made.
A pump needs proper suction conditions to work well. PD pumps are self-priming, and it is often assumed that suction conditions are not important. But they are. Each PD pump has a minimum inlet pressure requirement to fill individual pump cavities. If these cavities are not completely filled, total pump flow is diminished. Pump manufacturers supply information on minimum inlet conditions required. If high lift or high vacuum inlet conditions exist, special attention must be paid to the suction side of the pump.
INTERNAL GEAR PUMPS
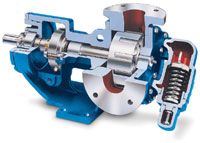
Figure 1. Internal gear pumps are ideal for high-viscosity liquids, but they are damaged when pumping large solids. The crescent internal gear pump has an outer or rotor gear that is generally used to drive the inner or idler gear (Figure 1). The idler gear, which is smaller than the rotor gear, rotates on a stationary pin and operates inside the rotor gear. The gears create voids as they come out of mesh and liquid flows into the pump. As the gears come back into mesh, volumes are reduced and liquid is forced out the discharge port. Liquid can enter the expanding cavities through the rotor teeth or recessed areas on the head, alongside the teeth. The crescent is integral with the pump head and prevents liquids from flowing to the suction port from the discharge port.
The rotor gear is driven by a shaft supported by journal or antifriction bearings. The idler gear contains a journal bearing rotating on a stationary pin in the pumped liquid. Depending on shaft sealing arrangements, the rotor shaft support bearings may run in pumped liquid. This is an important consideration when handling an abrasive liquid and can wear out a support bearing.
The speed of internal gear pumps is considered relatively slow compared to centrifugal types. Speeds up to 1,150 rpm are considered common, although some small designs operate up to 3,450 rpm. Because of their ability to operate at low speeds, internal gear pumps are well suited for high-viscosity applications and where suction conditions call for a pump with minimal inlet pressure requirements.
For each revolution of an internal gear pump, the gears have a fairly long time to come out of mesh allowing the spaces between gear teeth to completely fill and not cavitate. Internal gear pumps have successfully pumped liquids with viscosities above 1,320,000 cSt / 6,000,000 SSU and very low viscosity liquids, such as liquid propane and ammonia.
Internal gear pumps are made to close tolerances and are damaged when pumping large solids. These pumps can handle small suspended particulate in abrasive applications, but gradually wear and lose performance. Some performance loss is restored by adjusting the pump end clearance. End clearance is the closeness of the rotor gear to the head of the pump.
EXTERNAL GEAR PUMPS
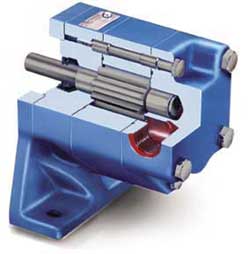
Figure 2. External gear pumps (shown is a double pump) are typically used for high-pressure applications such as hydraulics. External gear pumps are similar in pumping action to internal gear pumps in that two gears come into and out of mesh to produce flow (Figure 2). However, the external gear pump uses two identical gears rotating against each other. Each gear is supported by a shaft with bearings on both sides of each gear. Typically, all four bearings operate in the pumped liquid.
Because the gears are supported on both sides, external gear pumps are used for high pressure applications such as hydraulics. Usually, small external gear pumps operate at 1,750 or 3,450 rpm and larger versions operate at speeds up to 640 rpm.
The design of external gear pumps allows them to be made to closer tolerances than internal gear pumps. The pump is not very forgiving of particulate in the pumped liquid. Since there are clearances at both ends of the gears, there is no end clearance adjustment for wear. When an external gear pump wears, it must be rebuilt or replaced.
External gear pumps handle viscous and watery-type liquids, but speed must be properly set for thick liquids. Gear teeth come out of mesh a short time, and viscous liquids need time to fill the spaces between gear teeth. As a result, pump speed must be slowed down considerably when pumping viscous liquids.
The pump does not perform well under critical suction conditions. Volatile liquids tend to vaporize locally as gear teeth spaces expand rapidly. When the viscosity of pumped liquids rises, torque requirements also rise, and pump shaft strength may not be adequate. Pump manufacturers supply torque limit information when it is a factor.
LOBE PUMPS
Figure 3. Lobes in lobe pumps do not make contact, because they are driven by external timing gears. This design handles low-viscosity liquids. Lobe pumps (Figure 3) are similar to external gear pumps in operation, except the pumping elements or lobes do not make contact. Lobe contact is prevented by external timing gears. Pump shaft support bearings are located in the timing gear case. Since the bearings are out of the pumped liquid, pressure is limited by bearing location and shaft deflection. There is not metal-to-metal contact and wear in abrasive applications is minimal. Use of multiple mechanical seals makes seal construction important.
Lobe pumps are frequently used in food applications, because they handle solids without damaging the pump. Particle size pumped can be much larger in lobe pumps than in other PD types. Since the lobes do not make contact, and clearances are not as close as in other PD pumps, this design handles low viscosity liquids with diminished performance. Loading characteristics are not as good as other designs, and suction ability is low. High-viscosity liquids require considerably reduced speeds to achieve satisfactory performance. Reductions of 25% of rated speed and lower are common with high-viscosity liquids.
Lobe pumps are cleaned by circulating a fluid through them. Cleaning is important when the product cannot remain in the pumps for sanitary reasons or when products of different colors or properties are batched.
VANE PUMPS
Figure 4. Vane pumps have better dry priming capability than other positive displacement pumps. Sliding vane pumps (Figure 4) operate quite differently from gear and lobe types. A rotor with radial slots, is positioned off-center in a housing bore. Vanes that fit closely in rotor slots slide in and out as the rotor turns. Vane action is aided by centrifugal force, hydraulic pressure, or pushrods. Pumping action is caused by the expanding and contracting volumes contained by the rotor, vanes, and housing.
Vanes are the main sealing element between the suction and discharge ports and are usually made of a nonmetallic composite material. Rotor bushings run in the pumped liquid or are isolated by seals.
Vane pumps usually operate at 1,000 rpm, but also run at 1,750 rpm. The pumps work well with low-viscosity liquids that easily fill the cavities and provide good suction characteristics. Speeds must be reduced dramatically for high-viscosity applications to load the area underneath the vanes. These applications require stronger-than-normal vane material.
Because there is no metal-to-metal contact, these pumps are frequently used with low-viscosity nonlubricating liquids such as propane or solvent. This type of pump has better dry priming capability than other PD pumps. Vane pumps can run dry, but are subject to vane wear.
Vane pump are not well suited to handling abrasive applications. Vane pumps have fixed end clearances on both sides of the rotor and vanes similar to external gear pumps. Once wear occurs, this clearance cannot be adjusted, but some manufacturers supply replaceable or reversible end plates.
Pump Selection Guide |
||||||
| Abrasives | Thin Liquids | Viscous | Solids | Dry Prime | Diff. Pressure | |
| Internal Gear | G | G | E | P | A | G |
| External Gear | P | G | G | P | A | E |
| Lobe | G | A | E | E | A | G |
| Vane | P | E | A | P | G | A |
E = Excellent, G = Good, A = Average, P = Poor |
||||||
|
|
|
©2007, Pump School®
School Policy
Sponsored by Viking Pump, Inc.